
Address & Contact
Our Address
خراسان رضوی،شهرستان نیشابور، خیابان بعثت،بعثت۱۳،پلاک 53
Telephone
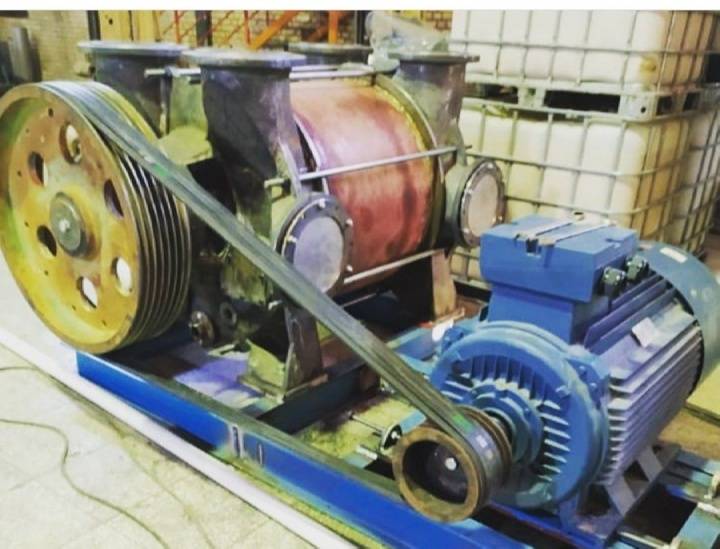
بازرگانی و واردات خطوط کاغذ سازی ماهان سلولز مدرن
برآورد مهندسی و طراحی ، نقشه کشی ، ساخت و نصب و راه اندازی خط تولید کاغذ بازیافتی
📄 خطوط تولید کاغذ📄
بازرگانی و واردات خطوط کاغذ سازی ماهان سلولز مدرن
📄 اجزای اصلی ماشین کاغذ به شرح زیر می باشد :
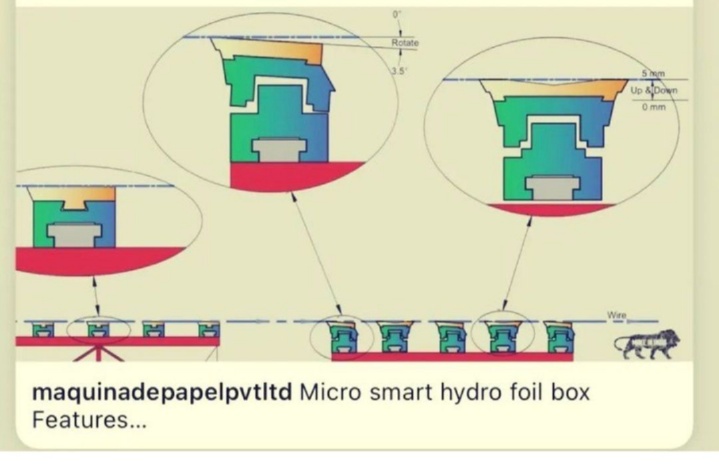
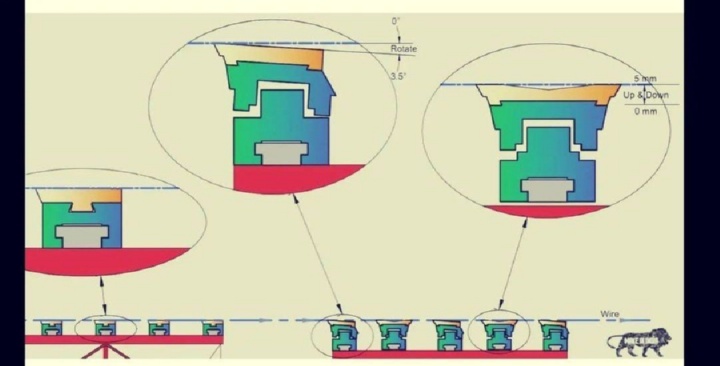
1- هد باکس
2- میز فورد درینیر یا وایر (وایر به انگلیسی یعنی سیم)
3- پرس ها
4- درایر ها
5- سایز پرس
6- IR
7- کلندر
8- ریل درام
9- وایندار
10- ریوایندار
11- فینشینگ
📄 پرسهای ماشین کاغذسازی:
هدف اصلی پرس ها خارج ساختن آب و ایجاد استحکام در ورقه است هدف دیگر مثل صاف کردن سطح کاغذ و کاهش حجم آن و ایجاد مقاومت کافی در ورقة نمدی منظور ثبات لیفی کاغذ در ورود بخش خشک کن می باشد.
✅ خارج ساختن آب از ورقه با وسایل مکانیکی اقتصادی تر از انجام عمل با بخار است در ضمن خروج آب از کاغذ در تمام طول لیفی کاغذ باید یکنواخت پایدار باشد بطور ورقه بهنگام ورود خشک کن در تمام عرض خود رطوبت نسبتاً یکسانی داشته باشد.
✅ اگر در پرس ما ایراد و اشکال باشد آبگیری درست در یک منطقه انجام نگیرد در نهایت در سطح لول کاغذ خود را نشان می دهد سر جلو کاغذ و یا سر عقب نم دارد و یا بستگی به خمیر زیاد در سر جلو و عقب و یا در لودها دارد باید لودها در پرس باید یکسان و یکنواخت باشد در کارخانه کاغذسازی مراغه سه عدد پرس داریم که آرایش پرس ها توین ور که در اندازه نسبی استوانه ها و جعبه های مکش آشکار است.
✅ در پرس یک فاز اول، فشار و تراکم آغاز می شود آب و هوا از ورقه لیفی گرفته و به فلت انتقال یافته توسط یول باکسها در پرس یک 2 عدد می باشد آب و هوا جذب شده به فلت را تمیز می کند اگر فلت کثیف باشد لیفی کاغذ به فلت نمی چسبد باید عمل کاستک واش و آب گرم مخلوط می کنند عمل شستشو انجام می دهند. در پرس دو ورقه اشباع می شود فشار هیدرولیکی بوسیلة پرس اشرویس نیپکو حرکت آب از کاغذ به فلت انجام می گیرد. در فاز سوم فاصله دو تا پرس رو فشار به افزایش می گذرد تا اینکه فشار سیال یا مایع منظور همان آب خارج شده از لیفی کاغذ می باشد به ایده آل برسد. در فاز چهارم هم کاغذ و هم فلت منبسط توسط پرس سه. اشرویس نیپکو کاغذ به حالت غیر اشباع در می آید باید از فلت های نمدی بهتر استفاده کنیم شرایط جذب آب از ورقه برای کاغذ آسان و سریع باشد و آب سریع از خود بیرون دهد.
✅ در پرسها محدویت هایی باید در نظر بگیریم در پرس دو، یکی مربوط به آب از ورقه و دیگری فشار معین یعنی هر قدر ورقه آسانتر آب خود را از دست دهد و یا خمیر آزاد تر باشد فشار پرس را زیادتر می کنیم. در صورت محدود بودن امکان جریان آب فشار زیاد باعث می شود کاغذ لیفی شکل خرد شود اگر این پدیده زیاد باشد سبب تخریب در ورقه لیفی صورت می گیرد.
✅ پرسهای اولیه از نوع استوانه ای ساده بودند خروج آب در این پرسها بسیار محدود بود چون که در داخل شکاف یا حرکتهای عرضی آب خارج می شد از اوایل 1900پرسهای مکشی تکامل یافت سوراخها و مشبک مسیری آسان برای فرار آب فراهم می آورد آب توسط وکیوم و یا مکش داده می شود و با نیروی گریز از مرکز آب بیرون ریخته شده.
✅ پرسهای استوانه ای شیاردار از ابتکارات جدید در طراحی پرسهای عرضی است توسط شرکت Beloit در سال 1963 ساخته شد این شیارها از 1/0 اینچ عمق تا 02/0 اینچ عرض دارد در هر اینچ مربع 8 شیار دارد آب از شیارها مکش داده و توسط نیروی گریز از مرکز دفع می شود و سطح استوانه با آبپاش و کاردک تمیزسازی می شود (منظور این عمل به چشم دیده نمی شود در داخل استوانه ساکشن رول و کوچ رول می باشد) نوع دیگر استوانه پرس مته کاری شده سوراخها کوچکتر و متراکم ترند در نتیجه فاصله حرکت عرضی آب کوتاه تر می شود کارآمدترین پرس امروزه پرسهای جریانی محدود است پرسهای دو فلته یعنی آبگیری از هر دو جهت می توان انجام گیرد برای پرسهای (دو فلته) از کاغذهای گراماژ بالا با وزن پایه بیشتر از 130 گرم و متر مربع نیز مفید است.خطوط تولید کاغذ
و در سرعت بالای نیزاستفاده میشود چونکه ابگیری گریزی از فلت اولیه به ثانویه سریعتر باشد فلت های ثانویه در داخل پرس ها طراحی کردنند این طرح دو فلته در ماشین کاغذ مراغه منسوخ شده است
📄 جنس فلت ها:
✅ این فلت ها دارای سطحی تهی در راستای ماشین در نقاط تقاطع برای ذخیره آب می باشد. این خاصیت تراکم ناپذیری بر اثر رزین اندود کردن الیاف تشدید می شود بر اساس علم و تجربه می توان تشخیص داد کدام فلت در وضعیت عملیاتی خاص در ماشین کاغذسازی استفاده کرد در بازار از انواع مارکها از جمله آمریکا، ایتالیا، آلمان، هندوستان، کره ای و غیره می باشد.خطوط تولید کاغذ
✅ کار فلت ها ایجاد تنش و تنظیم و موقعیت پرسهاست باید شرایطی ایجاد شود فلت آبگیر باشد و آب را در خود نگه دارد و منافذ آن باز باشد بستگی شرایط تعداد عملیات می توان انجام داد از قبیل روشهای مکانیکی و شیمیایی یا تلفیقی از هر دوی آنها در سیستم های مکانیکی ایده آل از انرژی هیدرولیکی بصورت شاور های و یا دوش های کم فشار یا پرفشار در مابین فلت ها در و یا از جمله شاور کاستیک برای نرم کردن و تمیز کردن فلت تعبیه شده است مواد زاید شده از فلت توسط یول باکس با وکیوم اعمال شده 230 mm/ gH در پرس یک می باشد و در پرس دو، سه 130 mm/gH می باشد فلت تازه ابتدا جذب ضعیفی از راه موئینگی دارد و پس از چند روز کار خواص آن بهبود می یابد اگر فلت تمیز و خوب مراقبت شود کارایی خوبی به ما خواهد داد در ضمن زمانی که ماشین خاموش است حتماً فلت ها باید شل شوند و مرتب در هر وعده با آب خیس شوند قبل از استارت ماشین باید کلیه فلت ها و گاید فلت ها وگاید وایر چک شوند و با چراغ قوه لابه لای فلتها نگاه کرده از جنس فلز و پیچ و غیره نباشد.
✅ کاغذ بصورت لیفی شکل به خود گرفته تیل کاغذ توسط Hکاتر با فشاراب برش داده همزمان به داخل کوچ بیت ریختن اپراتور ماشین پیک آپ رول کلوز و لود کرده به وایر در داخل پیک رول یک خط High vacuum اعمال شده خمیر لیفی به فلت چسبیده وارد پرس یک می شود. بر روی center roll سوراخهای به ابعاد 8mm تعبیه شده عمل آبگیری و کیوم اعمال می شود در ضمن لود بار در سر جلو 48 bar و در سرعت آن 50 bar می باشد عمل آبگیری از زیر نمد یا فلت انجام می گیرد.خطوط تولید کاغذ
✅ حرکت ساکشن رول بر خلاف عقربه های ساعت می باشد بر روی center roll یک رول گرانیت رول یا سونیت رول قرار دارد بر موافق حرکت عقربه ساعت می باشد کاغذ به گرانیت رول چسبیده البته گرانیت رول داکتر نیز کار گذاشته کاغذ لیفی به جان گرانیت رول نپیچید به پرس رول می رسد به پرس اشرویس نیپکو بوسیله روغن هیدرولیکی مجهز به کنترل است کاغذ زیر قرار دارد و بالا فلت و یا نمد رول نیپکو می باشد الیاف لیفی شده به پرس 3 می رسد در پرس 3 کاغذ لیفی شکل توسط فلت از مابین نیپکو و گرانیت رول گذشت به گرانیت رول چسبیده رول گرانیت به مجهز به داکتر می باشد.
مدیریت : سید علی عسکر آبادی
جهت مشاهده رزومه کاری کلیک نمایید 👇🏻
cv ali word1401


































کاغذ سازی , دستگاه کاغذ سازی , قیمت دستگاه کاغذ سازی , کارخانه کاغذ سازی , فروش خط تولید کاغذ سازی ,
